安博电竞中国官方网站下载地址·21深度|国产CT球管突围之困
随着我国医疗装备发展迈入新阶段,技术水平快速提升,多类产品关键技术取得突破,但发展不平衡、不充分的问题似乎仍然突出,在关键核心技术等方面存在短板。
从2012年、2017年科技部印发的《医疗器械科技产业“十二五”专项规划》、《“十三五”医疗器械科技创新专项规划》,再到近年来国家十部门印发的《“十四五”医疗装备产业发展规划》,均提到要重点突破CT球管。
CT球管是CT整机的核心零部件,也是高值耗材,根据医招采数据,2022年国产CT的销量已经比肩进口品牌,虽然我国在医疗影像整机研发、制造方面取得巨大进步,但是关键核心元器件高热容量CT球管一直依赖进口品牌,国产品牌CT球管的市场占有率不足5%。
CT球管的研发到底难在哪里?一位业内人士接受21世纪经济报道采访时表示,目前为止,部分国内CT品牌的核心部件仍然主要依赖进口,这正是国家大力推动核心零部件自主可控、解决卡脖问题的原因,国内做球管的品牌其实很多,但是客观来讲,工艺和国外的进口品牌仍有一定差距,需要时间去提升。
另一位业内资深人士也告诉21世纪经济报道,目前国内厂商已经突破了CT球管的大部分技术,但还有一些球管的零部件仍需进口,而且并非低热容量球管就能完全实现国产,例如轴承和靶盘都要继续攻关,背后涉及工艺的提升以及人才培养问题,都需要时间来积累和沉淀。
海外CT球管发展较早,且市场表现较为活跃。根据北京市药监局官微信息,2001年,开创球管替换市场的Dunlee被飞利浦收购;瓦里安于2012年成立Varex前身——影像部件事业部(ICB)后,又于2017年将其拆分上市;2015年,全球制造和分销公司Richardson Electronics通过收购IMES公司加入CT球管替换市场,为飞利浦、西门子、东芝等市场主流CT提供球管替换服务。
相比之下,据行业媒体梳理,国内到2018-2019年期间,CT球管才开始出现转机,联影医疗、昆山医源、麦默真空的CT球管相继获批,珠海瑞能也在2019年12月带来了新产品,可替换多家国内主要厂商的CT球管。
在此之前很长一段时间内,国内具备CT球管生产能力的厂商仅珠海瑞能一家,且其2012年获批的相关球管性能较为局限,平均生命周期为5万扫描秒,远低于国际同行超过20万扫描秒的水平。
其实近年来,国内CT球管正在快速发展,国家层面发布的多个文件都将CT球管列入重点突破和发展的高端战略产品,并鼓励国内企业自主研发CT球管,根据国家药监局数据,目前昆山医源、珠海瑞能、无锡麦默等10家左右国内企业已拿到CT球管的注册证。
但是《中国仪器仪表》期刊发布的文章显示,虽然从数量上来看,国内CT球管企业足够多,然而实际上能够自产管芯、规模化生产、市场上广泛应用、质量媲美进口品牌的寥寥无几。2023年1月,东软医疗董事长刘积仁也表示,医用球管是CT等影像设备的核心和关键零部件,但目前国内还没有一家企业能做成商业化大热容量医用球管,市场上基本上都是国外产品。
昆山医源相关负责人曾发表文章指出,CT球管要注意国产化的深度,能否做到零部件的核心零器件的国产化也应着重考虑,为此CT球管厂商要重视与上游企业的合作。在选择供应商的时候既要注重选择全球优质供应商,保证产品的质量,同时也要优化供应链,与国内一些上游企业建立良好的合作关系,不断提高国产零部件的品质,从而提高CT球管的国产化率,强化医疗器械国产化的深度。
上述业内资深人士在接受21世纪经济报道采访时表示,目前国内厂商已经突破了CT球管的大部分技术,但其中还有一些零部件可能仍然需要进口,比如滚珠轴承和靶盘。“其实并非球管低热容量就能完全实现国产,而是要看球管的核心零部件。5.3兆以下的球管,国内厂商似乎已经实现了自研,但现实并非如此,3.5兆的球管轴承肯定是进口,有些靶盘也仍然要用进口产品。”
轴承和靶盘均是CT球管的关键零部件。对于轴承,该业内资深人士表示,国内的轴承制造在工艺精细度上仍与国外进口产品存在较大差距,因为国内制造商的轴承大多是在非真空环境中运行,且轴承的体积偏大,致使寿命和进口产品有差异。
根据相关研究,大热容量CT球管工作时,为避免电子轰击阳极靶面局部过热,阳极靶盘和轴承系统将以高于6000r/min的高转速稳定旋转,为使热量均匀分布,轴承安全工作温度一般400-500℃,因此,要求轴承与阳极靶旋转系统达到极高的动平衡精度等级和可以实现超高转速、耐高温以及快速散热性能,否则会引起转动不稳定,影响聚焦质量。
对于靶盘,该业内资深人士告诉21世纪经济报道,在CT球管工作时,阳极靶盘被阴极产生的电子流不断撞击,而且要在上千度高温下进行高速旋转,因此其原材料涉及钨铼合金和石墨——既要有较强的性能,又不能太重。“石墨主要是依靠日本进口,国产的石墨目前还存在差距。但在靶盘材料整体性能方面,国内已有数家公司在追赶,进展可能会比轴承要快一些。”
CT球管是CT整机中X射线源的产生装置,堪称CT之"芯",而旋转阳极靶盘作为CT球管X射线的产生源,可谓是CT球管的“心脏”。
根据《真空电子技术》期刊发布的文章,常见CT球管的旋转阳极靶盘最上面一层是较薄的钨铼合金,和钼合金复合在一起,钼合金背面焊接有石墨层。
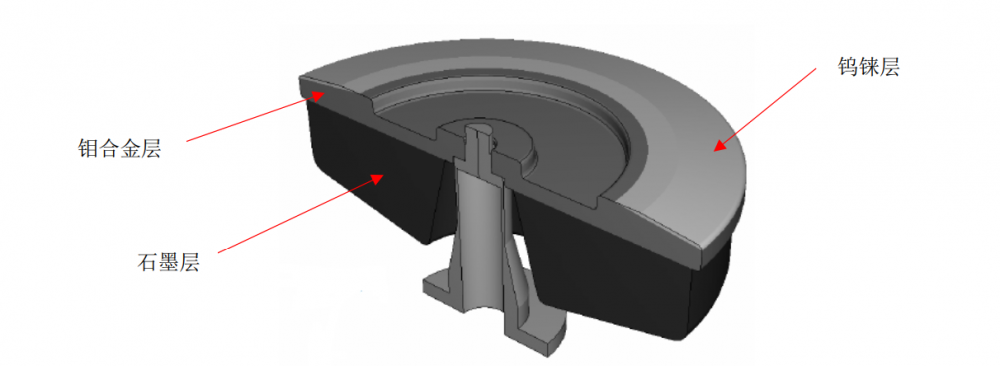
钨具有原子序数高、熔点高、高温时蒸汽压力低等优点,被作为靶面材料使用,在钨中添加少量的铼可以极大提高靶面耐电子轰击能力,有效降低剂量衰减速度,提高靶盘使用寿命。而石墨具有比热大、比重小、辐射系数大、散热快等特点,用石墨作基体的复合靶,重量大为减轻,热能力提高,冷却时间可缩短50%以上。
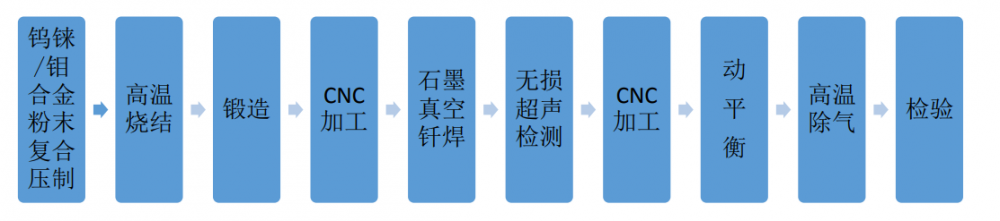
然而,大直径旋转阳极复合靶作为CT球管的核心零部件目前主要依靠进口,国内仅有少数厂家能生产钨铼/钼合金复合靶盘,高热容量CT球管用旋转阳极靶生产技术一直为国外所垄断。为打破国外垄断,国内很多科研院所和厂家一直在进行技术攻关。
工艺很难聚焦为某个单一问题,而是涉及很多细节。根据中信建投研报信息,CT球管制造过程中,对真空度保持、焊接工艺、组装工艺及误差控制能力提出极高要求,而且CT球管的稳定量产需要长时间的技术摸索和工艺打磨,零件表面处理、动平衡调节、焊接、排气等生产流程需要大量know-how的积累,且维持稳定成品率的难度较高。
工艺其实与球管寿命直接相关,上述业内人士接受21世纪经济报道采访时表示,客观来讲,国内工艺和国外的进口品牌相比还是有一定差距,还需要时间去提升工艺,比如球管能否做到完全真空,一旦出现不完全真空的状态,出现氧气,球管在使用过程中就会打火。
据了解,CT球管的真空环境需要维持整个生命周期,若管芯内部出现非真空环境,就会产生高压电打火现象,球管损坏,这是开发国产化高质量CT球管面临的重要挑战。
“另外还要考虑在突破了生产原材料的情况下,制造过程中能否做到射线均匀,因为阴极发生的电子流高速冲击到阳极靶盘上,靶盘的材质和工艺直接影响到球管的使用寿命,如果工艺水平不够,可能医院使用一段时间,阳极靶面就被打穿了。只有在强度足够的前提下,工艺达到一定水平,才能提高球管的使用寿命。” 上述业内人士表示。
该业内人士进一步向21世纪经济报道指出,一个球管涉及到的零部件达到一两百个,如何能让它们完美配合其实挑战很大。上述业内资深人士也表示,电子枪靠一百四十千伏的压差将电子打向阳极靶盘,其实CT球管的原理很简单,但是从靶盘的装配、轴承的配合以及解决电子枪非飞焦点等问题,如何让整体200多个零部件协同起来,难度很高。
除了上述问题,高端CT球管研发的最难点或许在于散热设计,上述业内资深人士分析称,这是由球管基本原理所决定,电子枪打出的电子,只有不到1%的能量转化为X射线%以上的能量都转化为了热量,而这些热量几乎都要靠靶盘散掉,那么球管该如何进行散热设计?就像普通的滚珠轴承CT球管,散热是主要难点,如果是更加精细的液态轴承,也会有更多各方面的要求。
根据医工研习社分析,和滚珠轴承相比,液态金属轴承具有更高散热率,同时液态金属能够紧密地填充转子和轴承之间缝隙,增加热传导面积,实现360度全方位散热,但由于隔着真空金属管,冷却效率依然不高,而阳极直接冷却技术,便是对提高球管散热效率和延长使用寿命起到了式的改善。
相关研究显示,随着 CT 整机大功率长时间扫描的要求,CT 球管需要更高的热容量及散热能力,导致阳极靶盘的结构也变得越来越复杂,比如为了更好地增加石墨的热辐射表面积,部分厂商会对石墨采取沟槽特殊设计。在高热容量CT球管中,阳极靶盘的设计至关重要,它既要有储热的能力,也要有散热的能力,一般来说,旋转阳极靶安全工作温度一般在1400℃以下。
另外电子轰击阳极靶盘产生的热量,大部分需要由管壳吸收散热,因此管壳在满足真空密封性、强度和高压绝缘性要求的同时,还必须具有高效吸热和散热性能,这直接影响球管功率和热容量。
上述业内资深人士告诉21世纪经济报道,工程师、生产设备和重要参数的调整配合等都很重要。“其实不单单是球管,各类电真空器件都不是买来设备、把人招过来就能立马生产,关键还在于人才的培养,所有电真空器件的生产,没有五六年以上的经验,是摸不到其中窍门的,所以这一领域的人才培养相对来说要更慢一些。”
“成熟的人才需要很多经验积累,因为生产中的每一步都要有精准控制,电真空器件需要高真空度、高清洁度、高光洁度,每个都是很重要的影响因素。” 上述业内资深人士表示。
该业内资深人士向21世纪经济报道指出,头部进口厂商多在自己的平台上生产球管,但是国产的球管厂商生存环境较差,只能在第三方平台上进行生产,但第三方平台并不能提供有力的支撑,例如无法获悉在医院的具体应用情况如何,导致无法帮助球管研发生产进行技术迭代。如果能直接与CT整机进行配合,就可以从实际应用出发去提出问题、提出要求,进而改良。
麦默真空创始人叶华伟也曾强调,CT球管的生产和研发受CT整机系统的限制,这意味着在设计球管之前,制造商必须选定要服务的CT品牌及设备,整个设计思路需要与整机系统匹配。
根据《中国仪器仪表》期刊发布的文章分析,国内球管厂商的发展一定程度上受到固有利益机制制约,长期以来,国外企业持续占据我国CT球管主要市场。
在品牌影响力上,国外CT球管品牌深入人心。对于CT整机厂商而言,目前国内CT行业竞争激烈,整机的销售利润率较低,CT相关的主要利润来源于售后市场,CT球管作为CT的高值耗材,是CT整机厂商关注的重点。但是整机厂商购买国外CT球管的价格远低于市场价格,无论是整机厂商还是第三方维修商,售外品牌球管往往能够获取较大的利润。
目前国内CT球管厂商或许面临着较大的降价压力,据统计,在售后维修市场,以某国外品牌CT球管A型号球管为例,2018~2022年平均中标价格分别为74.09万、66.78万、66.49万、58.79万、57.68万,售后维修终端市场的均价持续下跌,2022年均价较2018年均价下跌28.45%。
另外国产CT球管进入终端使用会遇到重重阻力,例如存在个别CT厂商设置球管的安装密。
