安博电竞中国官方网站下载地址·聊一聊国内材料力学性能检测技术的发展、现状与问题
当前,材料力学性能检测试验机被广泛应用于钢铁、造船、电气、机械制造、钢构、航空航天、港口机械、建筑、大学科研院所、质量监督检验第三方检测机构等。在我国各种类型的材料试验室里,试验机数量庞大,种类齐全、高中低档皆有。
乐金涛老师,自1983年开始从事金属材料力学性能检测工作,从普通的试验员开始,到试验组长、试验室主任、试验设备管理,到参与试验室项目建设、试验室项目招标评审工作、试验方法标准的审修订等,近40年来一直没有脱离过试验室工作和技术。基于长期从事金属材料的力学性能测试工作,熟悉各类金属材料的试样加工和力学性能试验标准,发表过许多有关金属材料力学测试方面的专业性文章。
日前,仪器信息别采访了乐金涛老师,请他聊一聊国内材料力学性能检测技术的发展、现状与问题,以供业内同行深度了解与分享。

力学性能检测,是对钢铁等材料的各种力学性能指标进行测定的一项必不可少的工作。试验所获得的强度、韧性和变形等性能参数,对于工程设计应用和材料研究都具有很重要的参考价值,较多场合是直接以试验结果为使用依据的。材料的常规力学性能检验涉及的材料试验机主要有两类:一是
仪器信息网:您之前讲过拉伸试验的发展状况(详情链接),请您再谈谈常用试验技术(冲击试验、顶锻试验、硬度试验等)的发展现状?
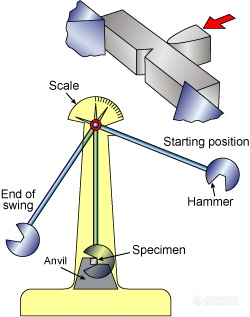
1912年泰坦尼克号沉没于冰海,成了20世纪令人难以忘怀的悲惨海难。20世纪80年代后,材料科学家通过对打捞上来的泰坦尼克号船板进行研究,回答了持续80年的未解之谜。由于泰坦尼克号采用了含硫高的钢板,韧性很差,特別是在低温下呈脆性。当船在冰水中撞击冰山时,脆性船板使船体产生很长的裂纹,海水大量涌入使船迅速沉没。夏比冲击试验是鉴别温度对金属材料强韧性能影响最直接的评价方法。
2)全自动冲击试验技术在2005年左右,国内部分钢铁企业试验室从国外引进了推杆式全自动冲击试验机,之后国内的试验机厂家也纷纷仿制这种类型的全自动冲击试验机。基于结构上的因素,归纳下来,此类全自动冲击试验机在使用过程中经常会发生以下五个缺陷或故障:
①冲击试样制冷装置经常会产生结霜现象,特别是制冷温度越低,或和环境温差越大,结霜现象就越严重,容易因结霜对推杆系统造成阻力,推送机构经常发生卡死等状况;
④在GB/T 229-2007 《金属材料 夏比摆锤冲击试验方法》标准中规定:当使用液体介质冷却试样时,试样应在此温度上保持至少5min。当使用气体介质冷却试样时,试样应在规定温度下保持至少20min。但此类全自动冲击试验机由于结构的原因,其冷却方式是属于气体冷却还是液体冷却方式不明确,经常造成不同方在保温时间设定的分歧。已经颁布实施的GB/T 229-2020新版标准,将此类的冷却方式明确为气体冷却,且新版标准规定试样在规定温度下保温时间至少由20min提高到30min;
⑤此类全自动冲击试验机在试验过程中由于采用端面定位方式,冲击试样的缺口对称面-端部距离27.5mm的长度尺寸公差的加工要求由±0.42上升到±0.165,为了这个加工尺寸公差的提高,就需要将原来的加工工艺发生较大的改变,花费更长的加工时间。
以上五个弊端或缺陷,大大影响了企业在生产检验中的冲击试样加工和试验的工作效率,所以这种类型的全自动冲击试验机至今尚未实现普及应用,或制冷送样装置等被弃之不用。
目前新开发的多关节六轴机器人全自动冲击试验机,完全克服了上述推杆式全自动冲击试验机的弊端或缺陷。试验时,试验人员根据自动接收到的试验顺序、试验温度等试验要求,将冲击试样通过机械手放置到可以按照指令自动制冷控制的低温槽→达到规定温度的保温时间→冲击试验机自动取摆→机械手自动快速抓取转移经过冷却后的试样,通过对中系统送到指定位置→冲击试验机自动放摆冲击→试验机自动分拣合格与不合格试样→试验数据自动保存并发送给上位机。
多关节六轴机器人全自动冲击试验机的应用完全符合GB/T 229-2020新版标准的各项要求,如试样从冷却装置中移出至打断的时间掌控、转移装置与试样接触部分应与试样一起冷却等功能,目前已经成为全自动冲击试验机的主流配置。

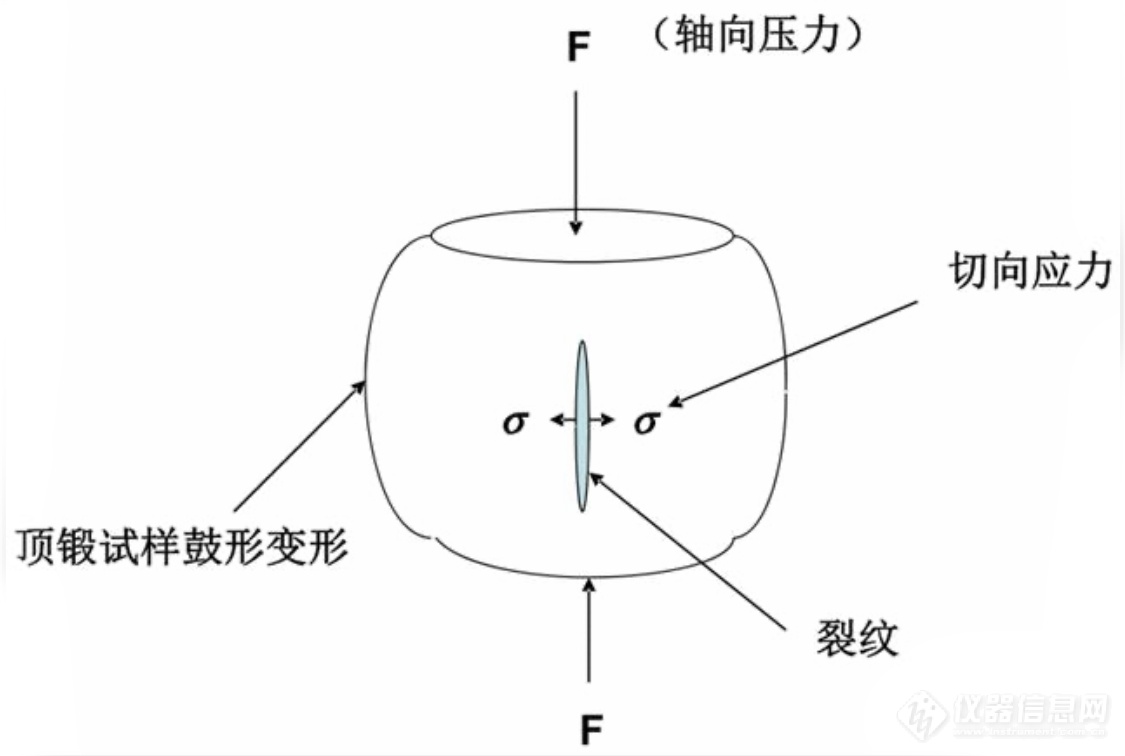
3)顶锻试验顶锻试验是沿试样的轴线方向施加力,将试样按规定的锻压比压缩,经塑性变形后显示试样表面缺陷以判断产品表面质量的一种工艺试验方法。顶锻试验通常顶锻试验机、万能试验机、压力机等设备来实现。
钢铁厂生产的线材棒材产量大、检测频次高、检测周期块。传统的顶锻试验机对每一规格都要相应的配置一套模具,不同的锻压比又需配置不同的模具。试样直径的加大必然使试验机的力值规格加大,顶锻模具的重量也增加,热顶锻模具的重量会更加大。
现在根据试验标准要求和各大钢厂、标准件厂用户的实际需求,运用现代电液伺服技术,采用与棒线材深加工速度相似的控制速度,集校直、剪切、顶锻压扁三位一体的全自动快速顶锻试验机的开发应用,从根本上保证了顶锻试验的准确性、可比性,完全符合金属材料顶锻试验方法标准的要求。
关于带机械手全自动快速顶锻试验机技术。试验时试验人员根据接收到的试验要求,将线材棒材样坯放入试样架或通过AGV小车送达指定的位置→机械手根据预先在程序上设置好的位置抓取样坯→送校直工位进行样坯校直→送剪切工位进行样坯剪切→机械手将剪切后符合高度要求的试样放置到顶锻试验机试验位置,在确保上下两端面平行的情况下自动调用预定设置好的试验方法进行试验→试验结束后机械手自动取下试样放置到评定工位→通过人工评定后将试验数据输入、保存并发送给上位机。如果前道工序已经将样坯校直并加工成合格的试样,那全自动顶锻试验机就越过矫直和剪切工位,直接进入到试验工位。自动化技术在顶锻试验上的运用,成功地解决了多工位顶锻试样上下料的问题,尤其是解决了在热顶锻试验中的送取样难题。

3)硬度试验硬度试验是用一定形状的刚性压入物在一定载荷作用下与试样表面作用,试验的结果是材料的永久塑性变形信息。它是金属材料力学性能检测中比较简便的一种方法,与其他试验方法相比,具有快速、相对无损、可现场测试等优点。硬度计一般可分为静态和动态二大类:
①静态硬度计。一般是都固定存放在试验室里,包括布氏、洛氏、维氏、努氏、韦氏等硬度计。此类硬度计由于受外来干扰的影响因素比较少,其测试结果相对比较准确。

②动态硬度计。包括肖氏、里氏、、锤击等硬度计。这类硬度计一般都在现场使用,在测试过程中容易受到外来因素的干扰,不同工况条件下测得的试验结果离散性相对较大。
③全自动硬度计技术。试验人员根据自动接收到的试验要求,将硬度试样通过人工或机械手放置到指定位置→经过高速铣或磨削等设备自动完成硬度试样的表面加工→试样号自动识别→机械手按指令将加工后的试样放置到硬度计自动载物台→根据试验指令硬度计自动完成压头更换、试样力的切换等试验参数配置→通过硬度计自动载物台移动配合自动完成单点或多点的加载、保载、卸载、压痕测量等试验过程→试验数据自动保存并发送给上位机→机械手可以按照试验结果是否合格将残料分别放到不同的残样收集装置等。

关研究表明,通过硬度试验结果可以估算出材料的抗拉强度,布氏硬度、洛氏硬度、维氏硬度和与强度呈现较好的相关性,是正相关关系。由硬度值推算抗拉强度,目前可以依据的国内标准主要有GB/T 33362—2016《金属材料 硬度值的换算》和GB/T 1172—1999 《黑色金属硬度及强度换算值》这两个标准。2)归纳国内部分试验室的验证试验结果看:布氏硬度换算抗拉强度的相对偏差要明显低于洛氏硬度和维氏硬度。
除了拉伸试验机配套的的引伸计和力传感器,试验机行业急需解决的关键技术还有:1)特种环境下的(超高温、超低温、耐腐蚀等)模拟试验箱及变形测量装置等技术;
目前国内制造的硬度计,如布氏、洛氏、维氏分开,如维氏硬度计中的显微、小负荷、大负荷分开,其技术和精度都没有问题。但如果要变成全量程的通用或万能硬度计,把布氏、洛氏、维氏功能都集合在一台设备上就不行,其根本原因就是我们传感器的量程范围和精度指标不行。
5)在冲击和落锤试验中,目前已经实现了冲击或打击等过程的全自动,但对试样断口的判定目前还只能依靠人工进行,评定过程还存在许多人为因素,国内虽然已经有配套的图像分析仪开发,但由于种种原因推广困难。
现阶段,国内高端拉伸试验机还是被欧美等国际著名品牌或公司所垄断和制约。这些品牌或公司进入中国的试验机市场,不但垄断高档试验机产品的市场份额,而且在和国内试验机企业争夺中档产品的市场份额。中低端试验机市场规模大、风险低。国内试验机企业长期在中低端市场打价格战,没有能力、也没有动力去研发高端的试验设备。
日常大生产检验中试验数据的好坏,其实到工厂质检部门判定的时候,说穿了就是合格与不合格的关系。部分国内大生产企业试验机用户的需求定位不合理,不分用途,认为最好所有的试验机都要进口的,都要高精度。试验机1级精度就可以满足的非要0.5级,0.5级精度就可以满足的非要0.3级。其结果就是造成设备功能和资金浪费,运行维保困难,同时也阻碍了国产试验机技术的发展。
由于体制上的原因,目前国内同时存在着以试验机生产为主导的试验机标准化技术委员会、以计量单位为主导的全国力值硬度重力计量技术委员。
